How Much Does a Coal-Fired Boiler Cost? Price Guide 2025

How Much Does a Coal-Fired Boiler Cost? Price Guide 2025
Coal-fired boilers remain a popular choice for large-scale industrial heating and power generation due to their ability to handle varied fuel qualities and deliver high output. However, many buyers face uncertainty when budgeting because the true cost of a coal-fired boiler depends on capacity, design, and compliance requirements. Without clear cost insights, projects risk budget overruns, hidden expenses, and delays.
The cost of a coal-fired boiler typically ranges from $25,000 to $100,000+ for small industrial units (1–10 ton/hr), $1 million–$5 million for medium-capacity boilers (20–75 ton/hr), and $10 million–$100 million+ for utility-scale installations (100–500 MW). Final pricing depends on capacity, steam parameters, fuel quality, pressure rating, efficiency enhancements (economizers, air preheaters), emission control systems (ESP, bag filters, desulfurization), auxiliary equipment (feedwater system, fans, ash handling), and whether the project includes full EPC/civil works.
Accurate budgeting requires evaluating not just the boiler body, but also its auxiliary systems and environmental compliance features.

What Capacity and Steam Parameters Influence Coal-Fired Boiler Cost?
When industrial investors consider installing a coal-fired boiler, one of the most pressing challenges they face is the high capital cost and long-term operating expense. Choosing the wrong boiler capacity or mismatched steam parameters often leads to oversized equipment, excessive fuel consumption, inefficient energy output, and costly maintenance. On the other hand, selecting the right capacity and steam characteristics can drastically lower lifecycle costs, improve performance, and ensure compliance with energy efficiency standards. This article explores how boiler capacity and steam parameters directly affect costs, offering practical insights for decision-makers.
The cost of a coal-fired boiler is mainly influenced by its rated capacity (measured in tons of steam per hour or MW output) and the designed steam parameters, including steam pressure, steam temperature, and steam flow rate. Larger capacities generally require bigger furnaces, higher-grade steel, and stronger auxiliary systems, raising capital costs, while higher steam parameters demand advanced materials and manufacturing precision, which also increase investment but improve efficiency and reduce operating cost per unit of energy.
Before diving into detailed technical aspects, it is important to recognize that capacity and steam parameters do not work in isolation; they must be optimized together based on the intended industrial application. For instance, a textile plant with low-pressure steam requirements may not need the same boiler configuration as a utility-scale power station. Therefore, understanding how these two factors interact helps businesses make balanced, cost-effective decisions.
Higher steam pressure always reduces the cost of a coal-fired boiler.False
While higher steam pressure improves efficiency, it requires stronger alloy steel, thicker walls, and advanced welding technology, which increases initial cost.
Coal-fired boiler capacity has a direct linear relationship with its price.False
Boiler costs do not increase linearly with capacity; larger units benefit from economies of scale, though they require more advanced infrastructure and higher-grade materials.
Capacity and Its Impact on Cost
Boiler capacity refers to the maximum steam output a unit can generate, typically measured in tons/hour (TPH) or MW thermal/electrical. A higher-capacity unit requires:
A larger furnace volume to accommodate more coal combustion.
A stronger pressure vessel design to handle increased steam load.
More complex feedwater, air supply, and flue gas systems.
Higher-grade materials for durability under extended operating cycles.
This results in a higher upfront investment but, depending on scale, may reduce the cost per unit of steam produced. For example, a 20 TPH boiler may cost 2.5 times as much as a 10 TPH boiler, but its per-ton steam cost may be 30–40% lower due to efficiency gains.
| Boiler Capacity (TPH) | Approximate Initial Cost (USD million) | Typical Efficiency (%) | Cost per ton of steam (USD) |
|---|---|---|---|
| 10 TPH | 1.5 – 2.0 | 80–82 | 19–22 |
| 20 TPH | 3.5 – 4.2 | 83–85 | 13–16 |
| 50 TPH | 7.0 – 9.0 | 85–87 | 10–12 |
| 100 TPH | 12.0 – 15.0 | 86–88 | 8–10 |
This demonstrates that while capacity expansion raises equipment cost, operational cost efficiency improves over time, making large boilers attractive for continuous, high-demand operations.
Steam Parameters and Material Costs
Steam parameters (pressure, temperature, and flow) significantly dictate the design complexity and material selection. For example:
High pressure (>100 bar): Requires thick-walled drums and seamless alloy pipes.
High temperature (>500°C): Necessitates chrome-moly or nickel-based steel to resist creep and thermal fatigue.
Supercritical or ultra-supercritical designs: Demand cutting-edge metallurgy and advanced welding techniques.
| Steam Pressure (bar) | Steam Temp (°C) | Required Materials | Cost Impact |
|---|---|---|---|
| 30–40 | 350–400 | Carbon steel, standard tubes | Low |
| 60–100 | 450–500 | Low-alloy steel (Cr-Mo) | Medium |
| 100–160 | 500–540 | High-alloy Cr-Mo, seamless forging | High |
| 220+ (supercritical) | 560–600 | Nickel-based alloys, advanced welding | Very High |
Although higher steam parameters increase capital expenditure, they provide better thermal efficiency, often reducing coal consumption by 8–12% compared to subcritical boilers. This translates into significant long-term savings on fuel, especially in large-scale power plants where coal cost is the largest operating expense.
Case Example: Cost Analysis in Power Generation
Consider a utility company evaluating two options:
A 100 TPH subcritical boiler operating at 90 bar/450°C.
A 100 TPH supercritical boiler operating at 250 bar/570°C.
Initial cost difference: ~30–35% higher for supercritical.
Fuel savings: ~10–12% annually.
Payback period: 5–7 years depending on coal price.
Lifetime ROI: 15–20% higher for supercritical due to reduced fuel consumption.
This illustrates how steam parameters influence not just the initial boiler cost but the entire life-cycle economics.
Conclusion
Capacity and steam parameters are the two most critical factors influencing coal-fired boiler cost. While larger capacity requires a higher investment, it typically lowers the per-unit cost of steam generation. Similarly, higher steam pressure and temperature increase upfront material and manufacturing costs but lead to significant efficiency gains and long-term fuel savings. The key for businesses is to match boiler size and steam parameters with actual process demand, avoiding both under-sizing (leading to inefficiency and operational strain) and over-sizing (leading to wasted investment).

How Does Fuel Quality and Type (Bituminous, Lignite, Anthracite) Affect Coal-Fired Boiler Pricing?
One of the most overlooked yet costly mistakes in boiler investment decisions is underestimating the impact of coal fuel quality. Many buyers focus primarily on boiler capacity and steam parameters while assuming coal is a uniform commodity. In reality, the type of coal—whether lignite, bituminous, or anthracite—greatly determines the boiler’s design, efficiency, maintenance requirements, and ultimately its overall cost. Poor fuel matching can lead to excessive ash handling, slagging, corrosion, higher emissions compliance costs, and even premature boiler failure. However, selecting the right boiler design aligned with fuel quality can lower total cost of ownership and boost performance reliability.
Coal type directly affects the cost of coal-fired boilers because different grades have varying calorific values, moisture content, sulfur levels, and ash properties. Lignite, with high moisture and low heating value, requires larger furnaces and more complex flue gas systems, increasing capital cost and operating expense. Bituminous coal, being more energy-dense and widely available, balances cost and efficiency, making it the most common choice. Anthracite, though highly efficient due to its high carbon content and low volatile matter, significantly increases equipment wear and upfront boiler price due to its harder combustion characteristics.
Understanding the fuel–boiler relationship is critical because choosing the wrong fuel compatibility not only raises upfront investment but also locks the operator into higher fuel and maintenance costs for decades. This is why engineers stress fuel testing, calorific value analysis, and long-term supply chain assessment before finalizing a boiler design.
Anthracite coal always reduces total boiler cost because it is the most efficient fuel.False
Although anthracite provides higher efficiency, its higher hardness, limited supply, and stricter combustion requirements increase both capital and operating cost.
Lignite coal is the cheapest fuel option and always lowers boiler operating cost.False
While lignite is inexpensive per ton, its high moisture and low calorific value mean higher consumption and larger boiler size, leading to increased overall system cost.
Fuel Characteristics That Drive Boiler Cost
Each coal type has a unique chemical and physical profile. These directly influence boiler size, furnace design, and pollution control systems.
| Coal Type | Calorific Value (kcal/kg) | Moisture (%) | Ash (%) | Sulfur (%) | Impact on Boiler Design | Cost Effect |
|---|---|---|---|---|---|---|
| Lignite | 2,500 – 4,200 | 25–40 | 6–15 | 0.2–1.0 | Large furnace, high flue gas volume, robust ash handling | High OPEX despite low fuel price |
| Bituminous | 5,000 – 7,500 | 5–15 | 5–12 | 0.5–2.0 | Balanced furnace size, moderate emission control | Medium CAPEX, efficient OPEX |
| Anthracite | 7,500 – 9,000 | 2–6 | 8–12 | 0.4–0.8 | Stronger burner systems, higher-grade materials | High CAPEX, lower fuel use but higher wear |
From this comparison, lignite seems cheap per ton, but its poor calorific value means consuming 2–3 times more tons compared to bituminous coal for the same steam output. This leads to larger storage, transportation, and ash disposal systems, all of which raise cost. Anthracite, though powerful, requires expensive feed systems and can damage refractory linings, demanding higher maintenance budgets.
Case Study: Cost Analysis of Fuel Choice
Consider a 50 TPH coal-fired boiler running 8,000 hours per year:
| Fuel Type | Annual Fuel Consumption (tons) | Fuel Price (USD/ton) | Annual Fuel Cost (USD) | Maintenance & Handling Cost (USD) | Total OPEX (USD) |
|---|---|---|---|---|---|
| Lignite | 110,000 | 25 | 2,750,000 | 900,000 | 3,650,000 |
| Bituminous | 70,000 | 60 | 4,200,000 | 500,000 | 4,700,000 |
| Anthracite | 60,000 | 100 | 6,000,000 | 750,000 | 6,750,000 |
While lignite appears cheapest in direct fuel cost, its high consumption and ash handling raise OPEX. Bituminous coal strikes a balance, often offering the best cost-to-efficiency ratio. Anthracite is efficient but economically viable only in regions with abundant local supply.
Engineering Considerations
Combustion System Design: Lignite requires fluidized bed combustion (FBC) for efficiency, while bituminous performs well in pulverized coal systems. Anthracite often needs specialized stokers or fluidized systems.
Emission Control: High-sulfur bituminous coal requires desulfurization units, adding cost. Lignite boilers must handle high flue gas moisture, requiring larger ESPs or baghouses.
Material Stress: Anthracite’s high flame temperature can shorten refractory life, raising replacement costs.
Logistics: Lignite degrades quickly and is uneconomical for long transport, necessitating proximity to mines.
Long-Term Cost Perspective
Lignite: Best suited for captive power plants located near mines, where transportation cost is negligible and fuel price stability offsets high consumption.
Bituminous: Ideal for industrial users requiring reliable, balanced economics.
Anthracite: Recommended only for niche applications where its superior calorific value justifies higher investment and supply is secure.
Conclusion
Fuel type and quality are decisive in coal-fired boiler pricing. Lignite requires larger, costlier systems despite its low per-ton price. Bituminous remains the most cost-effective and widely adopted fuel due to its balance of calorific value and manageable emissions. Anthracite delivers high efficiency but comes with higher boiler design and maintenance costs, making it viable only under specific local supply conditions. The right choice depends on both the technical compatibility of the fuel with the boiler design and the economic realities of long-term supply.

What Auxiliary Equipment Must Be Included in the Total Installed Cost of a Coal-Fired Boiler?
When calculating the investment for a coal-fired boiler project, many buyers make the mistake of focusing only on the boiler body and pressure vessel. This approach often leads to unexpected cost overruns of 20–40% because a complete coal-fired boiler system requires a full set of auxiliary equipment for safe, efficient, and environmentally compliant operation. Without properly budgeting for these components, projects face delays, compliance risks, and higher operating costs. The solution is to consider the total installed cost (TIC), which includes all required auxiliary systems along with the boiler itself.
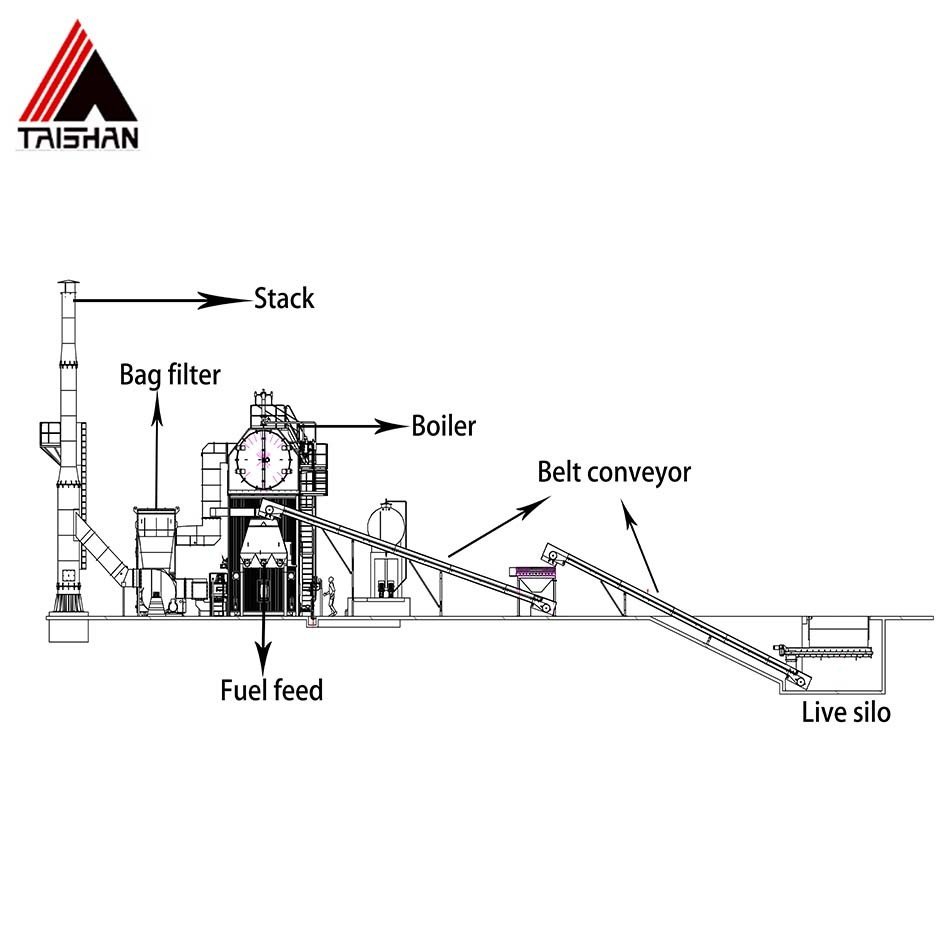
The total installed cost of a coal-fired boiler must include key auxiliary equipment such as draft fans (ID/FD/PA fans), fuel feeding systems, ash handling systems, feedwater treatment and pumps, air preheaters, economizers, electrostatic precipitators or bag filters, chimneys, and control systems. These auxiliaries ensure proper combustion, emission control, heat recovery, and safe operation. Excluding them from initial budgeting leads to serious underestimation of project costs.
Investors should view auxiliary equipment not as optional add-ons but as integral parts of a functioning power or steam generation system. Each unit directly impacts performance, compliance, and lifecycle economics, which is why EPC (Engineering, Procurement, and Construction) contractors always quote turnkey projects including auxiliaries.
The main boiler body accounts for over 80% of the total installed cost of a coal-fired boiler.False
The boiler pressure part typically represents only 50–60% of the TIC; auxiliaries and balance-of-plant equipment make up the remaining share.
Auxiliary equipment in coal-fired boilers is optional and can be added later without major cost impact.False
Auxiliaries are essential for combustion, heat transfer, and emission compliance; retrofitting later is far more expensive and often impractical.
Major Auxiliary Equipment for Coal-Fired Boilers
| Auxiliary Equipment | Function | Cost Impact (% of TIC) |
|---|---|---|
| Induced Draft (ID) Fan | Draws flue gas through furnace & ESP | 8–12% |
| Forced Draft (FD) Fan | Supplies combustion air to furnace | 3–5% |
| Primary Air (PA) Fan | Carries coal powder to burners | 2–4% |
| Coal Feeding System | Pulverizers, feeders, conveyors | 8–10% |
| Ash Handling System | Removes bottom & fly ash safely | 6–9% |
| Feedwater Pumps & Heaters | Ensure proper water/steam cycle | 6–8% |
| Economizer | Recovers waste heat from flue gas | 4–6% |
| Air Preheater | Preheats combustion air for efficiency | 3–5% |
| ESP or Bag Filter | Captures particulate emissions | 10–15% |
| Chimney/Stack | Safely releases treated flue gas | 4–7% |
| Water Treatment Plant | Removes impurities to protect boiler tubes | 3–5% |
| Instrumentation & Controls | DCS, safety interlocks, automation | 7–10% |
This breakdown shows that auxiliaries collectively account for 40–50% of the total installed cost, making them equally important as the boiler itself.
Example: 50 TPH Coal-Fired Boiler TIC Breakdown
| Cost Component | Approximate Cost (USD million) | Share of Total (%) |
|---|---|---|
| Boiler Pressure Parts | 5.0 | 55 |
| Draft Fans (ID, FD, PA) | 1.2 | 13 |
| Fuel Feeding & Pulverizers | 0.9 | 10 |
| Ash Handling System | 0.6 | 7 |
| Air Preheater & Economizer | 0.7 | 8 |
| ESP & Chimney | 1.1 | 12 |
| Instrumentation & Control | 0.5 | 5 |
| Total Installed Cost | 9.1 | 100 |
From this analysis, we can see that the pressure part alone is insufficient for cost planning. Without auxiliaries, the plant cannot operate efficiently or legally.
Engineering Considerations for Auxiliary Selection
Fuel Type Dependence: Lignite boilers require more robust fuel feeding and ash handling compared to bituminous designs.
Emission Regulations: Stricter NOx/SOx norms may require flue gas desulfurization (FGD) systems, which can add 15–20% to TIC.
Plant Layout Constraints: Limited space may demand compact auxiliary systems or modular ESPs.
Automation Level: Higher DCS sophistication improves safety and efficiency but increases control system cost.
Long-Term Value of Investing in Auxiliaries
Well-designed auxiliaries reduce unplanned downtime, optimize fuel efficiency, and ensure compliance with tightening environmental laws. For example, economizers and air preheaters together can raise boiler efficiency by 4–6%, resulting in millions of dollars in fuel savings across the plant’s lifecycle. Similarly, reliable ash handling reduces maintenance downtime and environmental penalties.
Conclusion
Auxiliary equipment is not an afterthought—it is the backbone of a functioning coal-fired boiler system. Proper budgeting for fans, pumps, coal handling, ash handling, emission control, heat recovery devices, and control systems is essential to avoid underestimating project cost by nearly half. By including all auxiliaries in the total installed cost, plant owners safeguard efficiency, safety, and compliance for decades of operation.

How Do Emission Control and Environmental Compliance Raise Investment in Coal-Fired Boilers?
For many investors, the biggest hidden expense in a coal-fired boiler project isn’t the boiler itself—it’s the environmental compliance equipment required to meet emission standards. Power plants that ignore these costs face regulatory penalties, forced shutdowns, or expensive retrofits that can exceed 30% of the original investment. With increasingly strict global emission norms covering particulates, SO₂, NOₓ, and CO₂, emission control has become a mandatory driver of upfront capital cost in every new coal-fired boiler installation.
Emission control and environmental compliance raise the investment cost of coal-fired boilers by requiring additional systems such as electrostatic precipitators (ESP) or bag filters for particulate removal, flue gas desulfurization (FGD) units for SO₂ reduction, selective catalytic reduction (SCR) or low-NOx burners for nitrogen oxide control, and continuous emission monitoring systems (CEMS) for regulatory reporting. These systems can add 20–40% to the total installed cost depending on local regulations, fuel type, and boiler size.
This means that even if two boilers have the same capacity and steam parameters, their total installed cost can differ dramatically based on the environmental standards they must meet. Investors should therefore integrate compliance costs from the feasibility stage, not as an afterthought.
Emission control systems are optional in coal-fired boiler projects and only needed for large plants.False
Environmental regulations apply to all industrial boilers; even small and medium units require particulate and NOx control systems to operate legally.
Emission control increases operating cost but has no impact on initial capital expenditure.False
ESP, FGD, and SCR units require substantial upfront investment and significantly raise capital cost, in addition to adding operational expenses.
Key Emission Control Equipment and Cost Impacts
| Pollutant Controlled | Equipment Required | Typical Cost Impact (% of TIC) | Efficiency |
|---|---|---|---|
| Particulate Matter (PM) | ESP or Bag Filter | 10–15% | 99% removal |
| Sulfur Dioxide (SO₂) | Wet/Dry Flue Gas Desulfurization (FGD) | 12–20% | 90–98% removal |
| Nitrogen Oxides (NOₓ) | Low-NOx Burners, Overfire Air, or SCR Systems | 8–12% | 60–95% removal |
| Carbon Dioxide (CO₂) | CCS (Carbon Capture & Storage, emerging tech) | 25–40% | 80–90% removal |
| Monitoring & Compliance | CEMS, stack testing, data reporting systems | 2–4% | N/A |
As shown, particulate and SO₂ removal dominate capital additions in most installations, while NOx control is increasingly mandated in urban and developed regions. CO₂ capture, though still limited, represents the single largest potential compliance cost as global decarbonization accelerates.
Example: Investment Impact for a 100 TPH Boiler
| Component | Cost Without Emission Control (USD million) | Cost With Compliance Systems (USD million) | Increase (%) |
|---|---|---|---|
| Boiler Pressure Parts & Auxiliaries | 12.0 | 12.0 | — |
| ESP for Particulate | — | 1.8 | +15% |
| Wet FGD for SO₂ | — | 2.4 | +20% |
| SCR for NOₓ | — | 1.5 | +12% |
| CEMS & Monitoring | — | 0.5 | +4% |
| Total Installed Cost | 12.0 | 18.2 | +52% |
This case illustrates how compliance can push capital cost up by more than 50%. However, failure to install these systems exposes operators to fines, shutdowns, and loss of market access for electricity or industrial steam.
Engineering Considerations
Fuel Type: High-sulfur lignite requires larger FGD units, while anthracite with low volatile matter produces less NOx but higher particulates.
Regulatory Region: U.S. EPA and EU standards require nearly zero visible emissions, while developing regions may allow relaxed PM levels.
Plant Scale: Larger units benefit from economies of scale in emission systems, reducing cost per MW.
Integration: Designing compliance systems from the outset is cheaper than retrofitting after construction.
Long-Term Cost of Compliance
While emission controls increase CAPEX, they also impact OPEX:
ESP and bag filters require regular maintenance and energy input (1–3% of plant load).
FGD systems consume water, limestone, and electricity, raising running costs.
SCR catalysts degrade over time and need replacement every 3–5 years.
Despite these costs, compliance ensures plant operation longevity and avoids fines that can exceed millions annually. Moreover, modern systems often qualify for government incentives or carbon credits, offsetting part of the investment.
Conclusion
Emission control and environmental compliance are no longer optional—they are fundamental to coal-fired boiler projects. ESPs, FGD units, SCRs, and monitoring systems can add 20–50% to the initial investment, but they safeguard long-term operation, regulatory approval, and public trust. Investors must view compliance costs not as penalties but as essential infrastructure for sustainable operation in a carbon-constrained world.

What Are the Typical Cost Ranges for Industrial vs. Utility-Scale Coal-Fired Boilers?
One of the most important financial questions for investors planning a coal-fired boiler project is whether the system will serve an industrial application (such as textiles, food processing, or chemicals) or a utility-scale power generation plant. Many first-time buyers assume that costs scale linearly with size, but this is not the case. Industrial boilers and utility boilers are fundamentally different in design, complexity, and compliance requirements. Failing to understand these differences often results in major underestimation of capital expenditure (CAPEX), lifecycle cost, and project feasibility.
Industrial coal-fired boilers typically cost between USD $1.5 million and $15 million depending on capacity (5–100 TPH) and steam parameters, while utility-scale coal-fired boilers designed for power generation (200–1000+ MW) can range from USD $500 million to $1.5 billion or more. Industrial units prioritize cost-efficiency and process steam reliability, while utility boilers demand advanced materials, emission control, and high-efficiency cycles, leading to far higher investment per unit.
Understanding the cost distinction helps businesses budget realistically and align boiler choice with project objectives. An industrial user aiming to generate 30 TPH of steam should not compare costs with a 600 MW supercritical unit built for a national grid.
Utility-scale coal-fired boilers cost only slightly more than industrial boilers of similar size.False
Utility boilers require advanced designs such as supercritical/ultra-supercritical parameters, stricter emission compliance, and large auxiliary systems, making them exponentially more expensive than industrial units.
Industrial coal-fired boilers are always cheaper in the long term than utility boilers.False
While industrial boilers have lower upfront cost, utility boilers achieve higher thermal efficiency and lower fuel cost per kWh, making them more economical at large scales.
Industrial vs. Utility-Scale: Cost Comparison
| Category | Industrial Coal-Fired Boilers | Utility-Scale Coal-Fired Boilers |
|---|---|---|
| Typical Capacity | 5 – 100 TPH steam (10–200 MWth) | 200 – 1000+ MW electric |
| Applications | Textile, paper, food, chemical, captive power | National grid power plants |
| Steam Parameters | Subcritical (<100 bar, 350–450°C) | Supercritical/Ultra-supercritical (220–600 bar, 540–600°C) |
| CAPEX Range | $1.5M – $15M | $500M – $1.5B+ |
| Auxiliaries | Basic fans, pumps, ESP/bag filter | Full-scale FGD, SCR, CCS (optional) |
| Efficiency | 75–85% | 85–92% |
| Payback Period | 3–6 years (fuel dependent) | 7–12 years (grid electricity revenue) |
This table highlights the stark cost gap: industrial boilers are order-of-magnitude investments, while utility-scale systems are nation-scale infrastructure projects.
Example Case Analysis
Industrial Plant (50 TPH Boiler):
Boiler & Auxiliaries: $7M
ESP & Stack: $2M
Total Installed Cost: ~$9M
OPEX: ~$3–5M/year depending on coal type
Utility-Scale Power Plant (600 MW Supercritical Boiler):
Boiler Island: $450M
Steam Turbine & Generator: $250M
Emission Control (FGD, SCR, ESP): $300M
Balance of Plant: $200M
Total Installed Cost: ~$1.2B
OPEX: ~$200–300M/year (fuel-driven)
While both serve the same fundamental purpose (steam generation from coal combustion), the design, engineering, and regulatory requirements differ so dramatically that they exist in different investment categories.
Factors Driving Utility-Scale Costs Higher
Steam Parameters: Ultra-supercritical systems require exotic alloys and precision engineering.
Emission Standards: Utility plants must meet stringent SO₂/NOₓ/PM standards, requiring FGD, SCR, ESP, and continuous monitoring.
Grid Reliability: Redundant systems, automation, and safety interlocks increase capital intensity.
Economies of Scale vs. Complexity: Larger size reduces per-MWh cost but massively increases total CAPEX.
Construction & Civil Works: Utility plants require massive foundations, cooling towers, and coal handling systems.
Long-Term Economic Outlook
Industrial Boilers: Best for captive power and process steam; payback depends on fuel choice and efficiency.
Utility Boilers: Justified only with guaranteed electricity purchase agreements or state-backed projects. They offer long-term fuel cost savings due to high efficiency but demand heavy upfront investment.
Conclusion
The typical cost range for industrial coal-fired boilers falls between $1.5M and $15M, while utility-scale projects range from $500M to $1.5B or more. The wide disparity reflects differences in scale, design complexity, emission compliance, and operational goals. Businesses must carefully identify whether they require process steam or grid-scale electricity before budgeting, as confusing the two can lead to massive underestimation of project costs.
")
How Can EPC or Turnkey Supply Reduce Project Risk and Hidden Costs in Coal-Fired Boiler Projects?
Coal-fired boiler projects are capital-intensive and technically complex. One of the most common pain points investors face is hidden costs and delays when dealing with multiple suppliers, contractors, and integrators. A boiler purchased without considering auxiliaries, civil works, emission systems, or commissioning often exceeds budget by 25–40% and suffers from schedule overruns. These problems stem from fragmented responsibility and poor integration between vendors. The solution lies in adopting an EPC (Engineering, Procurement, and Construction) or turnkey supply model, where one contractor assumes full responsibility for delivering a complete, operational system at a fixed cost and timeline.
EPC or turnkey supply reduces project risk and hidden costs by centralizing accountability under a single contractor who manages design, equipment procurement, auxiliary integration, construction, commissioning, and compliance. This approach eliminates vendor disputes, ensures system compatibility, locks in cost predictability, and accelerates project delivery. Instead of managing dozens of contracts, the owner deals with one responsible party.
This strategy is especially important in coal-fired boiler projects, where technical complexity spans multiple systems—boiler island, coal handling, ash handling, flue gas cleaning, water treatment, automation, and civil construction.
Turnkey EPC supply increases project cost compared to sourcing each component separately.False
While EPC bids may appear higher initially, they prevent costly overruns, change orders, and integration failures that often make multi-vendor projects more expensive in the end.
Turnkey EPC contracts transfer most technical and financial risks from the owner to the contractor.True
In EPC models, the contractor assumes responsibility for design, procurement, construction, schedule, and performance guarantees, reducing owner-side risk.
Key Advantages of EPC/Turnkey Supply
| Risk Area | Challenge in Multi-Vendor Supply | How EPC/Turnkey Solves It |
|---|---|---|
| Design Mismatch | Boiler, auxiliaries, and emission systems may not integrate seamlessly | EPC contractor provides single-source engineering |
| Schedule Delays | Multiple vendors with different timelines cause slippage | EPC sets unified project schedule and penalties |
| Hidden Costs | Change orders, redesigns, and site corrections raise CAPEX | EPC guarantees fixed-price contracts |
| Quality Assurance | Uneven quality control across suppliers | EPC enforces uniform QA/QC across all systems |
| Regulatory Compliance | Gaps in emission or safety systems | EPC ensures turnkey compliance certification |
| Performance Guarantees | Difficult to hold individual vendors accountable | EPC offers system-wide efficiency and output guarantees |
Example: Industrial vs. Utility Project Risk
Industrial Plant (30 TPH Boiler):
Multi-vendor approach led to a 20% overrun due to mismatched ash handling and water treatment.
EPC turnkey delivery of a similar project came in on time and 8% below owner’s expected cost due to optimized integration.
Utility Plant (600 MW Boiler):
Without EPC, disputes between boiler supplier and FGD vendor delayed commissioning by 18 months.
EPC-led project in the same region finished within 5% of budget and achieved early synchronization to the grid.
EPC and Lifecycle Economics
EPC doesn’t just reduce upfront CAPEX risk—it also influences long-term OPEX by ensuring:
Proper auxiliary sizing (avoids oversized fans/pumps that waste energy).
Optimized emission control integration (reduces limestone and power consumption in FGD).
Automated systems with standardized controls (lower maintenance costs).
Performance guarantees backed by penalties, ensuring promised efficiency is met.
Cost Distribution Under EPC
| Cost Component | Share in TIC (%) | EPC Coverage |
|---|---|---|
| Boiler & Auxiliaries | 45–55 | ✔ |
| Emission Control (ESP, FGD, SCR) | 20–30 | ✔ |
| Civil & Structural Works | 10–15 | ✔ |
| Electrical & Controls | 5–10 | ✔ |
| Commissioning & Training | 2–5 | ✔ |
This shows that EPC scope covers the entire balance of plant (BOP), eliminating fragmented budgeting errors.
Conclusion
EPC or turnkey supply transforms coal-fired boiler projects from fragmented, high-risk ventures into controlled, predictable investments. By integrating engineering, procurement, construction, and commissioning under one contract, EPC contractors eliminate hidden costs, minimize delays, and deliver guaranteed performance. For investors, the choice between multi-vendor sourcing and EPC is essentially a trade-off between uncertainty and security.
🔍 Conclusion
Coal-fired boiler costs vary significantly with capacity, efficiency, and environmental systems. While small industrial units are relatively affordable, large-scale power boilers require multi-million-dollar investments. A detailed scope and lifecycle cost analysis ensures the best value for long-term operation.
📞 Contact Us
💡 Planning a coal-fired boiler project? We provide detailed quotations, fuel suitability analysis, and turnkey EPC services to match your budget and operational goals.
🔹 Get a precise coal-fired boiler cost estimate tailored to your project needs. 🏭🔥📊✅
FAQ
How much does a coal-fired boiler cost?
The cost of a coal-fired boiler depends on capacity, pressure rating, fuel system, and technology. On average:
Small industrial units (1–10 t/h): $50,000 – $250,000
Medium-sized units (10–50 t/h): $300,000 – $1,000,000
Large utility-scale boilers (>100 t/h): $2 million – $10+ million
These figures cover only the equipment purchase price, not installation or auxiliary systems.
What factors affect the cost of a coal-fired boiler?
Boiler capacity (t/h of steam) – Larger units cost significantly more.
Pressure and temperature rating – High-pressure boilers require advanced materials.
Fuel handling system – Coal crushers, conveyors, and storage increase cost.
Emission control systems – Electrostatic precipitators, scrubbers, and bag filters can add 20–40%.
Location and civil works – Foundations, building, and labor vary by region.
What is the total installed cost of a coal-fired boiler?
Installed cost usually runs 2–3 times the equipment price. For example:
A $1 million boiler may cost $2–3 million fully installed, including auxiliary systems (economizer, feedwater system, fans, chimney) and civil works.
Is a coal-fired boiler cheaper than gas or biomass boilers?
Coal boilers have a lower upfront price per MW, but higher operating and maintenance costs.
Gas-fired boilers are often cheaper to maintain and cleaner, but fuel costs vary.
Biomass boilers cost slightly more upfront but may qualify for renewable energy incentives.
What ongoing costs should be considered for coal boilers?
Fuel costs – Coal prices vary by region and quality.
Operation and maintenance (O&M) – Higher than gas/oil due to ash handling and emission controls.
Environmental compliance – Meeting emission standards adds significant long-term costs.
References
IEA – Coal Power Generation Costs – https://www.iea.org
DOE – Industrial Boiler Cost Guide – https://www.energy.gov
World Bank – Coal-Fired Power Plant Investment Costs – https://www.worldbank.org
Babcock & Wilcox – Coal Boiler Pricing and Design – https://www.babcock.com
Spirax Sarco – Boiler Investment and ROI – https://www.spiraxsarco.com
ResearchGate – Comparative Study of Boiler Costs – https://www.researchgate.net
BioEnergy Consult – Coal vs Biomass Boiler Economics – https://www.bioenergyconsult.com
ScienceDirect – Coal Boiler Technology and Efficiency – https://www.sciencedirect.com
EIA – Coal Prices and Market Data – https://www.eia.gov
Forbes Marshall – Boiler Costing Factors – https://www.forbesmarshall.com

Wade Zhang
How Much Does a Coal-Fired Boiler Cost? Price Guide 2025 Read More »

























")



-scaled.jpg)



